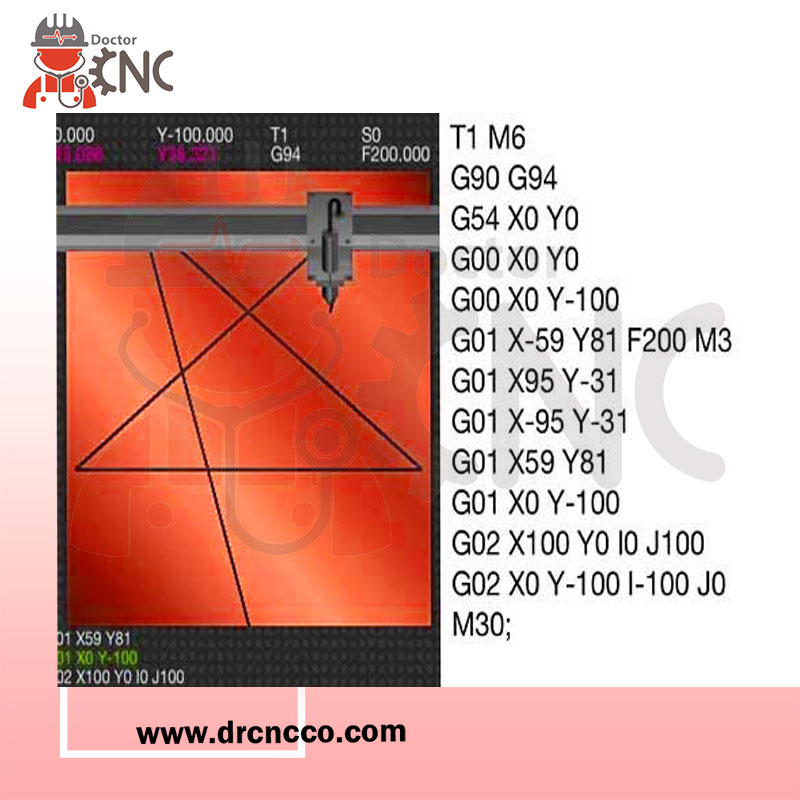
جی کد G code در دستگاه سی ان سی(cnc) یکی ازمهمترین موارد برای انجام کار میباشد.جی کد G code زبانی حروفی-عددی میباشد، که نحوه حرکت ابزارها و همچنین دیگر لوازم و ادوات ماشین نظیر باز یا بسته بودن مایع خنک کن، روشن یا خاموش بودن مکنده براده، باز یا بسته بودن درب دستگاه و … را کنترل میکند.
در این بخش و درمجموعه دکتر سی ان سی ما قصد داریم بخش های مقدماتی و اصول اولیه و پایه برنامه نویسی دستگاه های سی ان سی ( جی کد G code) بپردازیم و به نوعی زبان دستگاه را بخوانیم و حتی آن را بنویسیم ، اما آیا لازم است ما جی کد G code نویسی را بدانیم؟! این سوالی است که اپراتورهای cnc می توانند به شما پاسخ دهند .
با این زبان میتوان حرکتهای زیر را برای ابزار فراهم آورد:
- حرکت سریع به یک نقطه خاص
- حرکت با پیشروی مشخص روی خط و روی قطاعی از دایره
- تکرار یک سری از عملیاتها که مناسب برای سوراخ کاری، برش کاری، حدیده کاری و … میباشد.
- تعیین مشخصاتی برای ابزار نظیر افست از مرجع
آموزش جی کد نویسی cnc
کدهای عملیاتی اصلی برنامه نویسی جی کدها
کدهای دستور عملیاتی اصلی ، دستوری هستند که اغلب برای
- جابه جا شدن ابزارها
- تعریف نمودن سرعت
- واحد آنها
- تعریف دستگاه مختصات قطعات کارکاربرد دارد.
موارد اصلی با حرف G نمایش داده می شوند.
به در هر زمان فقط و فقط 1 دستور از آن گروه فعال می شود.
راه بهتر آن این است که در هر بلوک فقط 1 دستور از هر گروه می تواند قرار بگیرد .

اینترپلاسیون برنامه G code
- G00 شرح عملیات : جابجایی ابزار با حرکت سریع
- G01 شرح عملیات : جابجایی خطی ابزار با پیشروی معین
- G02 شرح عملیات : حرکت قوسی ابزار موافق عقربه های ساعت
- G03 شرح عملیات :جابجایی دورانی ابزار مخالف عقربه های ساعت
تایم زمانی برنامه نویسی G code
- G04 شرح عملیات : زمان مکث
تعیین صفحات برنامه نویسی G code
- G16 شرح عملیات : تعیین صفحه کاری با محورهای آزاد
- G17 شرح عملیات : تعیین صفحه کاری X-Y
- G18 شرح عملیات : تعیین صفحه کاری X-Z
- G19 شرح عملیات : تعیین صفحه کاری Y-Z
تعیین محدوده کاری برنامه نویسی G code
- G25 شرح عملیات: حد مینیمم محدوده کاری
- G26 شرح عملیات :حد ماکزیمم محدوده کاری
جبران شعاع ابزار در cnc
- G40 شرح عملیات : لغو جبران شعاع ابزار
- G41 شرح عملیات: فعال کردن جبران شعاع ابزار از چپ
- G42 شرح عملیات : فعال کردن جبران شعاع ابزار از راست
لغو نقطه صفر
- G53 شرح عملیات : لغو Zero offset

معرفی نقاط صفر
- G54 شرح عملیات :انتقال نقطه صفر 1(قابل تنظیم)، انتقال نقطه صفر 2،انتقال نقطه صفر3 ،انتقال نقطه صفر 4
انتقال نقاط صفر
- G55 شرح عملیات : انتقال نقطه صفر(افزایشی)
- انتقال نقطه صفر
تعیین نوع مسیر
- G60 شرح عملیات:توقف دقیق
- G64 شرح عملیات:مسیر پیوسته و بدون توقف کامل
نوع سیستم برنامه نویسی G code
- G70 شرح عملیات:سیستم اندازه گیری اینچی
- G71 شرح عملیات:سیستم اندازه گیری متر یک
سیکل های کاری برنامه نویسی G code
- G80 شرح عملیات : کنسل کردن کلیه سیکل ها
- G81 شرح عملیات : سیکل کاری 1- روتراشی
G82 شرح عملیات : سیکل کاری 2- کف تراشی - G83 شرح عملیات: سیکل کاری 3- سوراخ کاری
- G84 شرح عملیات:سیکل کاری 4- پیچ بری
سیستم موقعیت دهی برنامه G code
- G90 شرح عملیات: سیستم انداز هدهی مطلق
- G91 شرح عملیات: سیستم انداز ه دهی افزایشی
انتقال نقطه صفر
- G92 شرح عملیات: انتقال نقطه صفر قطعه
تعریف پیشروی
- G94 شرح عملیات:سرعت پیشروی بر حسب MIN/MM برای فرز
G95 شرح عملیات: سرعت پیشروی

نکات برنامه جی کد G code
-
کد های دستوری که با حرف( N )مشخص می شوند ناپایدار یک .
-
همچنین کدهای دستوری که با( M)مشخص می شوند پایدار یک نامیده می شوند.
-
کدهای دستوری که با حرف (D )مشخص می شوند، دستورهای پیش فرض سیستم 3 می باشند.
-
آن ها کد های دستوری هستند که بعد از روشن شدن سیستم کنترل عددی به شکل خودکار فعال می گردد.
-
کدهای دستوری مشخص شده با علامت *باید در یک بلوک به شکل مجزا قرار به گیرند.
کد های عملیاتی فرعی( M cod ها) از این کدها برای را ه اندازی و فعال کردن عملیات جانبی و را ه اندازی قسمت های مختلف ماشین مانند:
- فعال کردن اسپیندل جهت چرخش آن
- روشن و خاموش کردن سیستم خنک کننده
- باز و بسته کردن سه نظام
- توقف برنامه
- پایان برنامه
استفاده می شود.
برای آموزش بیشتر وآشنایی با نحوه جی کد گیری واستفاده از جی کد ها در طراحی قطعات می توانید از کارشناسان ما مشاوره وراهنمایی بخواهید.
سلام میشود شماره واتساپ خود را بفریستند
با سلام و وقت بخیر 09196665860